Details
A1_INCH Cutting diameter:
A2 Cutting diameter maximum:
A2_INCH Cutting diameter maximum:
A5 Counterbore diameter connection bore:
A5_INCH Counterbore diameter connection bore:
APMX Depth of cut maximum:
APMX_INCH Depth of cut maximum:
ART_ID_TO type=accessories:
5043211,5050322,5050333,5107620,5107626,6421702
ART_ID_TO type=consists_of:
ART_ID_TO type=others:
6389522, ;6389591, ;6625041, ;7960072, ;7960084, 5007104;5007108;5007368;5007372;5007496;7834978;7835005;7835011;7835018;8648973;8648977
B2 Cutting depth maximum:
B2_INCH Cutting depth maximum:
B6 Counterbore depth connection bore:
B6_INCH Counterbore depth connection bore:
B71_INCH Functional length:
C11 Connection code type machine side:
C12 Connection code form at machine side:
C14 Connection code unit base machine side:
C15 Connection code style machine side:
C2 Connection size code machine side:
C3 Connection diameter machine side:
C3_INCH Connection diameter machine side:
CCMS Connection code machine side:
CICT (F) Face mounted insert count:
CNSC Coolant entry style code:
CUB Connection unit basis:
CUBPMS Connection unit base precision machine side:
CXSC Coolant exit style code:
CZCMS Connection size code machine side:
D6 Rotational speed maximum:
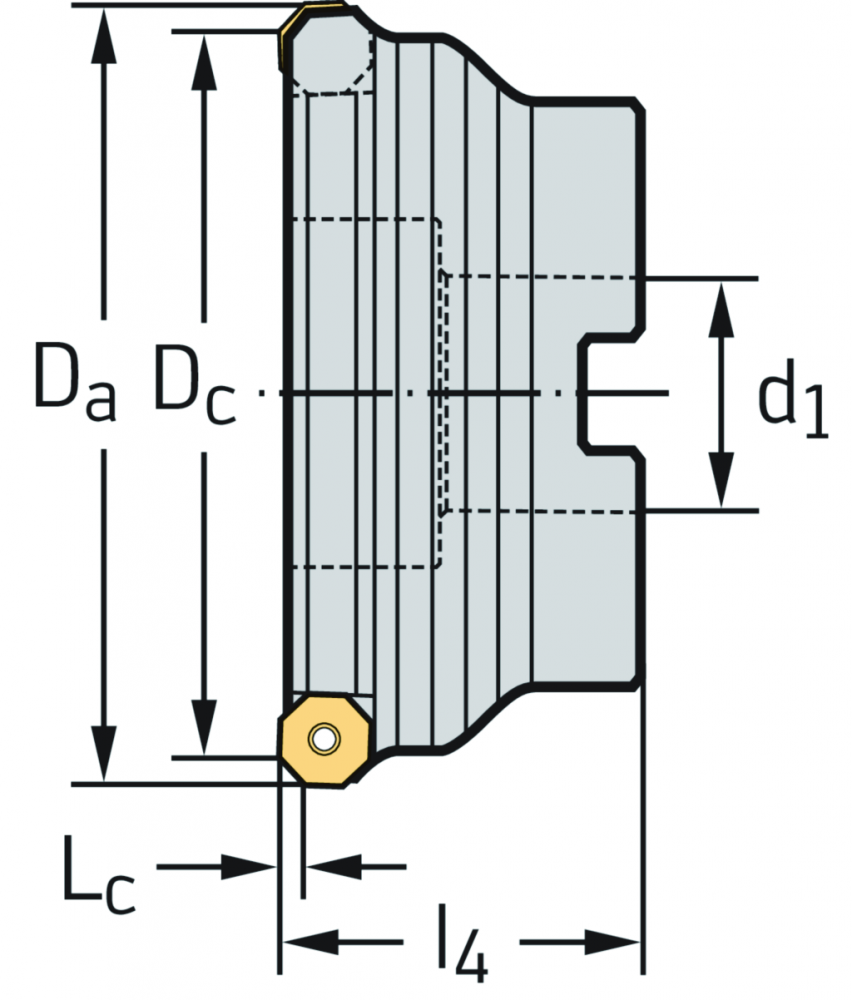
d<sub>1</sub> Connection diameter:
D<sub>a</sub> Maximum cutting diameter:
D<sub>c</sub> Body diameter:
DCX Cutting diameter maximum:
DCX_INCH Cutting diameter maximum:
DC_INCH Cutting diameter:
Designation Tool designation:
E1 Tool cutting edge angle:
E4 Ramping angle maximum:
E5_INCH Plunge depth maximum:
F21 Peripheral effective cutting edge count:
F22 Face effective cutting edge count:
F23 Number of insert mounting levels:
F24 Number of inserts per mounting level:
FMT Form type machine side:
G13 Face mounted insert count:
G22 Cutting item type count:
H21 Coolant entry style code:
H22 Coolant exit style code:
J41 Insert interface code:
J6 Connection code machine side:
J91 Insert interface code:
KAPR Tool cutting edge angle:
KEYWORD:
Tool Item|Milling||Face milling cutters|M2025
l<sub>4</sub> Functional length:
L<sub>c</sub> Cutting edge length:
LF_INCH Functional length:
NSM Standard number of properties layout:
OHX_INCH Protruding length:
REFERENCE_FEATURE_GROUP_DESCRIPTION_Walter:
Octagonal Finishing Face Mill M2025 • Parallel bore DIN 138 transverse keyway • κ=42° • metric
REFERENCE_FEATURE_GROUP_ID_ECLASS_10:
REFERENCE_FEATURE_GROUP_ID_ECLASS_10_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_11:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_5_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_2:
REFERENCE_FEATURE_GROUP_ID_ECLASS_7:
REFERENCE_FEATURE_GROUP_ID_ECLASS_8:
REFERENCE_FEATURE_GROUP_ID_ECLASS_9:
REFERENCE_FEATURE_GROUP_ID_GTC:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_19:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_20:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_5:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_6:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_7:
REFERENCE_FEATURE_GROUP_ID_Walter:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_11:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_5_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_2:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_7:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_8:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_9:
REFERENCE_FEATURE_SYSTEM_NAME_GTC:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_19:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_20:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_5:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_6:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_7:
REFERENCE_FEATURE_SYSTEM_NAME_Walter:
RMPX Ramping angle maximum:
RPMX Rotational speed maximum:
UDX.BULLETTEXT_1:
16 cutting edges per roughing insert, 4 cutting edges per finishing insert
UDX.BULLETTEXT_2:
With 3 lateral finishing inserts
UDX.CATFAM_DESCR:
Octagonal Finishing Face Mill
UDX.DESCR_APPLICATION:
For all cast iron workpieces, such as GG25, CGI 40;For finish-milling of cylinder crankcases or cylinder heads, for example;Ideal for the automotive industry and its suppliers, as well as general mechanical engineering
UDX.DESCR_BENEFITS:
High level of cost-efficiency;16 cutting edges per indexable insert;Fast machining times thanks to maximum feeds and cutting speeds;Tool set-up savings;No adjustment of the wiper cutting edges necessary;Fast leading insert changes thanks to wedge-type clam
UDX.DESCR_TOOL:
Multi flute cutter, 42° approach angle with eight-edged indexable inserts;Depth of cut of up to 3 mm;Stable wedge-type clamping of leading inserts for fast indexable insert changes;Runout is accurate down to the micrometre due to the three wiper cutting
UDX.PACKAGING_HEIGHT_UNIT:
UDX.PACKAGING_LENGTH_UNIT:
UDX.PACKAGING_MATERIAL_WEIGHT:
UDX.PACKAGING_MATERIAL_WEIGHT_UNIT:
UDX.PACKAGING_VOLUME_UNIT:
UDX.PACKAGING_WIDTH_UNIT:
UDX.WORKING_CONDITION_ISO_H:
UDX.WORKING_CONDITION_ISO_K:
UDX.WORKING_CONDITION_ISO_M:
UDX.WORKING_CONDITION_ISO_N:
UDX.WORKING_CONDITION_ISO_O:
UDX.WORKING_CONDITION_ISO_P:
UDX.WORKING_CONDITION_ISO_S:
ULDR Usable length diameter ratio:
XYWD_INCH xyw plane distance:
XZWD_INCH xzw plane distance:
YZWD_INCH yzw plane distance:
ZEFF Face effective cutting edge count:
ZEFP Peripheral effective cutting edge count:
Other Details
16 cutting edges per roughing insert, 4 cutting edges per finishing insert
16 cutting edges per roughing insert, 4 cutting edges per finishing insert|With 3 lateral finishing inserts
With 3 lateral finishing inserts