Details
A1_INCH Cutting diameter:
APMX Depth of cut maximum:
APMX_INCH Depth of cut maximum:
ART_ID_TO type=others:
5007102;5007106;5007492;5007494;5041190;5041193;6256971;6257541;6257547;6257631;6257737;6257771;6257809;6257822;6257823;7834974;7834976;7835001;7835003;7835009;7835014;7835016;8648971;8651373;8651374;8651375;8651388;8651389;8651390;8651546;8651547;8651548;
B11 Cutting width minimum:
B11_INCH Cutting width minimum:
C11 Connection code type machine side:
C12 Connection code form at machine side:
C14 Connection code unit base machine side:
C15 Connection code style machine side:
C2 Connection size code machine side:
C3 Connection diameter machine side:
C3_INCH Connection diameter machine side:
CBMD Chip breaker manufacturers designation:
CCMS Connection code machine side:
CNSC Coolant entry style code:
CPDF Cutting pitch differential:
CUB Connection unit basis:
CUBPMS Connection unit base precision machine side:
CXSC Coolant exit style code:
CZCMS Connection size code machine side:
D6 Rotational speed maximum:
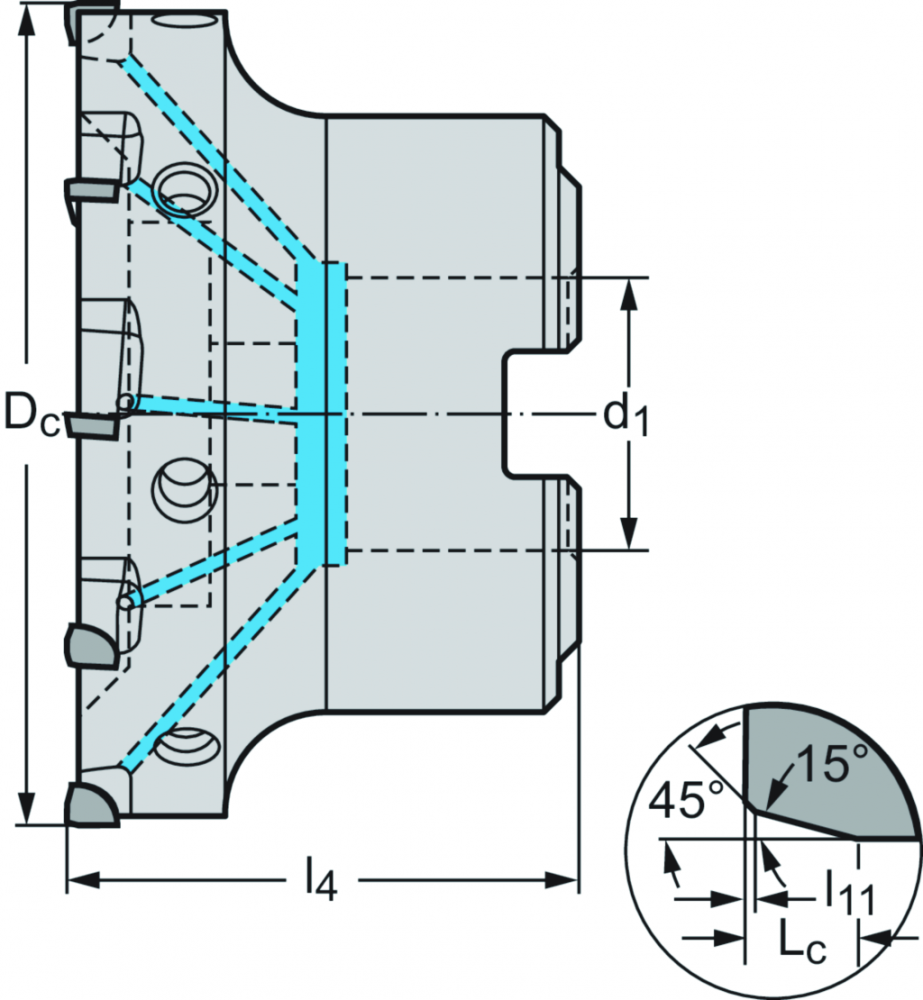
d<sub>1</sub> Connection diameter:
D<sub>c</sub> Body diameter:
DC_INCH Cutting diameter:
Designation Tool designation:
F21 Peripheral effective cutting edge count:
F22 Face effective cutting edge count:
FMT Form type machine side:
GRADE Grade manufacturer's designation:
H11 Standard designation of the grade, main applic:
H21 Coolant entry style code:
H22 Coolant exit style code:
H3 Grade manufacturer's designation:
IEP Interupted edge property:
J11 Standard letter to the standard number:
J6 Connection code machine side:
KAPR Tool cutting edge angle:
KEYWORD:
Solid Cutting Tool|Milling||Shell end mill|MP060
l<sub>11</sub> Corner chamfer width:
l<sub>4</sub> Maximum overhang:
L<sub>c</sub> Cutting edge length:
LF_INCH Functional length:
NSM Standard number of properties layout:
OHX_INCH Protruding length:
REFERENCE_FEATURE_GROUP_DESCRIPTION_Walter:
PCD face milling cutters MP060 • Parallel bore DIN 138 transverse keyway • metric • flute helix angle 4°
REFERENCE_FEATURE_GROUP_ID_ECLASS_10:
REFERENCE_FEATURE_GROUP_ID_ECLASS_10_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_11:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_5_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_2:
REFERENCE_FEATURE_GROUP_ID_ECLASS_7:
REFERENCE_FEATURE_GROUP_ID_ECLASS_8:
REFERENCE_FEATURE_GROUP_ID_ECLASS_9:
REFERENCE_FEATURE_GROUP_ID_GTC:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_19:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_20:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_5:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_6:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_7:
REFERENCE_FEATURE_GROUP_ID_Walter:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_11:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_5_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_2:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_7:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_8:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_9:
REFERENCE_FEATURE_SYSTEM_NAME_GTC:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_19:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_20:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_5:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_6:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_7:
REFERENCE_FEATURE_SYSTEM_NAME_Walter:
RPMX Rotational speed maximum:
UDX.BULLETTEXT_1:
κ = 75° up to Lc = 1.1 mm
UDX.DESCR_APPLICATION:
Non-ferrous metals (e.g. aluminium, Al-Si alloys, magnesium and magnesium-based alloys), as well as plastics and fibre-reinforced plastics;Areas of use: Automotive industry, aerospace industry, general mechanical engineering;Milling operations with the hig
UDX.DESCR_BENEFITS:
Cost-effective, precise machining;Tool life increased by 20 to 200 times (compared to conventional solid carbide tools on the market);Reduced cutting forces and minimal vibration tendency due to optimised geometries;Low cutting tool material costs due to e
UDX.DESCR_TOOL:
MP060 face milling cutter with maximum number of teeth; dia. 40–125 mm
UDX.PACKAGING_HEIGHT_UNIT:
UDX.PACKAGING_LENGTH_UNIT:
UDX.PACKAGING_MATERIAL_WEIGHT:
UDX.PACKAGING_MATERIAL_WEIGHT_UNIT:
UDX.PACKAGING_VOLUME_UNIT:
UDX.PACKAGING_WIDTH_UNIT:
UDX.WORKING_CONDITION_ISO_H:
UDX.WORKING_CONDITION_ISO_K:
UDX.WORKING_CONDITION_ISO_M:
UDX.WORKING_CONDITION_ISO_N:
UDX.WORKING_CONDITION_ISO_O:
UDX.WORKING_CONDITION_ISO_P:
UDX.WORKING_CONDITION_ISO_S:
ULDR Usable length diameter ratio:
XYWD_INCH xyw plane distance:
XZWD_INCH xzw plane distance:
YZWD_INCH yzw plane distance:
ZEFF Face effective cutting edge count:
ZEFP Peripheral effective cutting edge count:
Other Details
κ = 75° up to Lc = 1.1 mm