Details
A1_INCH Cutting diameter:
APMX Depth of cut maximum:
APMX_INCH Depth of cut maximum:
ART_ID_TO type=accessories:
5050323,6421702,6550406,6550407
ART_ID_TO type=consists_of:
ART_ID_TO type=others:
6556174, ;6556175, ;6556200, ;6556201, ;6796131, ;6796132, ;6796134, ;6796135, ;6796140, ;6796141, ;6807395, ;6807396, ;7169067, ;7170514, ;7170562, ;7170567, ;7170577, ;7170603, ;7170604, ;7170611, ;7220872, ;7676887, ;7924300, ;7924301, ;7924302, ;792430
B2_INCH Depth of cut maximum:
B3_INCH Protruding length:
C11 Connection code type machine side:
C12 Connection code form at machine side:
C14 Connection code unit base machine side:
C15 Connection code style machine side:
C2 Connection size code machine side:
C3 Connection diameter machine side:
C31 ISO-tolerance class shank diameter:
C3_INCH Connection diameter machine side:
CCMS Connection code machine side:
CICT (F) Face mounted insert count:
CICT (S) Peripheral mounted insert count:
CNSC Coolant entry style code:
CPDF Cutting pitch differential:
CUB Connection unit basis:
CUBPMS Connection unit base precision machine side:
CWX Cutting width maximum:
CWX_INCH Cutting width maximum:
CXSC Coolant exit style code:
CZCMS Connection size code machine side:
D6 Rotational speed maximum:
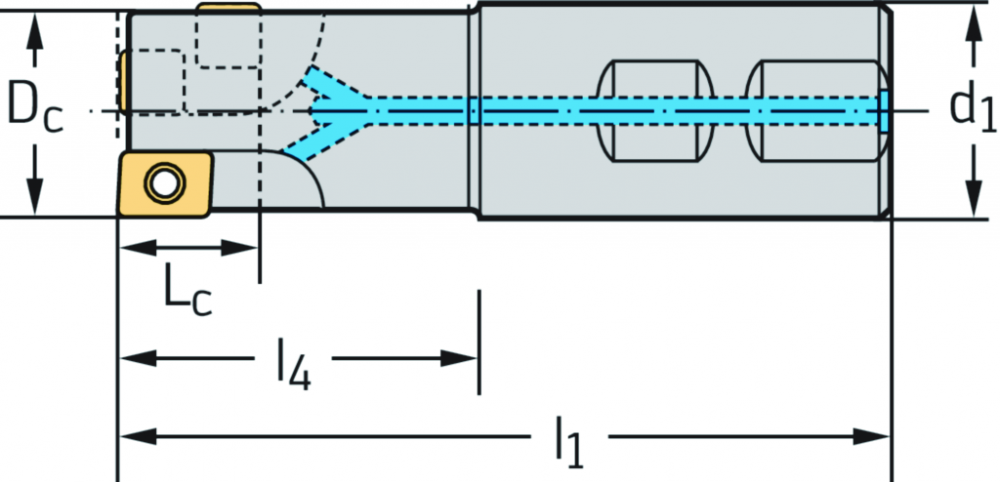
d<sub>1</sub> Connection diameter:
D<sub>c</sub> Cutting edge diameter:
DC_INCH Cutting diameter:
Designation Tool designation:
E1 Tool cutting edge angle:
E4 Ramping angle maximum:
E5_INCH Plunge depth maximum:
F21 Peripheral effective cutting edge count:
F22 Face effective cutting edge count:
F23 Number of insert mounting levels:
F24 Number of inserts per mounting level:
FMT Form type machine side:
G13 Face mounted insert count:
G15 Peripheral mounted insert count:
G22 Cutting item type count:
H21 Coolant entry style code:
H22 Coolant exit style code:
J11 Standard letter to the standard number:
J41 Insert interface code:
J51 Insert interface code:
J6 Connection code machine side:
KAPR Tool cutting edge angle:
KEYWORD:
Tool Item|Milling||End mills, multi insert flute|M4792
l<sub>1</sub> Overall length:
l<sub>4</sub> Maximum projection length:
L<sub>c</sub> Cutting edge length:
LF_INCH Functional length:
No. of inserts Number of indexable inserts:
OHX_INCH Protruding length:
REFERENCE_FEATURE_GROUP_DESCRIPTION_Walter:
Routing cutters M4792 • DIN 1835 B shank • κ=90° • inch
REFERENCE_FEATURE_GROUP_ID_ECLASS_10:
REFERENCE_FEATURE_GROUP_ID_ECLASS_10_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_11:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_5_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_2:
REFERENCE_FEATURE_GROUP_ID_ECLASS_7:
REFERENCE_FEATURE_GROUP_ID_ECLASS_8:
REFERENCE_FEATURE_GROUP_ID_ECLASS_9:
REFERENCE_FEATURE_GROUP_ID_GTC:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_19:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_20:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_5:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_6:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_7:
REFERENCE_FEATURE_GROUP_ID_Walter:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_11:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_5_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_2:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_7:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_8:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_9:
REFERENCE_FEATURE_SYSTEM_NAME_GTC:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_19:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_20:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_5:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_6:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_7:
REFERENCE_FEATURE_SYSTEM_NAME_Walter:
RMPX Ramping angle maximum:
RPMX Rotational speed maximum:
Type Possible indexable inserts:
UDX.BULLETTEXT_1:
2 or 4 cutting edges per indexable insert
UDX.DESCR_APPLICATION:
For slot milling in all steel and cast iron workpieces, stainless steels and difficult-to-cut materials
UDX.DESCR_BENEFITS:
High level of cost-efficiency;Cost-effective procurement and inventory thanks to universal use of system insert;Four or two cutting edges per indexable insert;Concept requiring minimum resources;Low power requirement thanks to highly positive geometries;CO
UDX.DESCR_TOOL:
Walter M4792 routing cutter;Routing cutter with square system insert at the circumference and in the centre and also with rhombic face insert;With centre cut;With internal coolant for reliable chip evacuation by compressed air or coolant
UDX.PACKAGING_HEIGHT_UNIT:
UDX.PACKAGING_LENGTH_UNIT:
UDX.PACKAGING_MATERIAL_WEIGHT:
UDX.PACKAGING_MATERIAL_WEIGHT_UNIT:
UDX.PACKAGING_VOLUME_UNIT:
UDX.PACKAGING_WIDTH_UNIT:
UDX.WORKING_CONDITION_ISO_H:
UDX.WORKING_CONDITION_ISO_K:
UDX.WORKING_CONDITION_ISO_M:
UDX.WORKING_CONDITION_ISO_N:
UDX.WORKING_CONDITION_ISO_O:
UDX.WORKING_CONDITION_ISO_P:
UDX.WORKING_CONDITION_ISO_S:
XZWD_INCH xzw plane distance:
YZWD_INCH yzw plane distance:
ZEFF Face effective cutting edge count:
ZEFP Peripheral effective cutting edge count:
Other Details
2 or 4 cutting edges per indexable insert