Details
A2 Cutting diameter maximum:
A2_INCH Cutting diameter maximum:
A6_INCH Drilling diameter:
APMX Depth of cut maximum:
APMX_INCH Depth of cut maximum:
ART_ID_TO type=others:
5007213;6358348;6362287;6381038;6381039;6381079;6381125;6381126;6381127;6381129;6381180;6381181;6852043;6852047;6852048;6852122;6852124;8156065;8156069;8156072;8156076;8156079;8156082;8156085;8156088;8698233;8698238;8698250;8698253;8698258;8698260;8698264;
B2_INCH Depth of cut maximum:
B3_INCH Protruding length:
B71_INCH Functional length:
C11 Connection code type machine side:
C12 Connection code form at machine side:
C14 Connection code unit base machine side:
C15 Connection code style machine side:
C2 Connection size code machine side:
C3 Connection diameter machine side:
C31 ISO-tolerance class shank diameter:
C3_INCH Connection diameter machine side:
CCMS Connection code machine side:
CXSC Coolant exit style code:
D6 Rotational speed maximum:
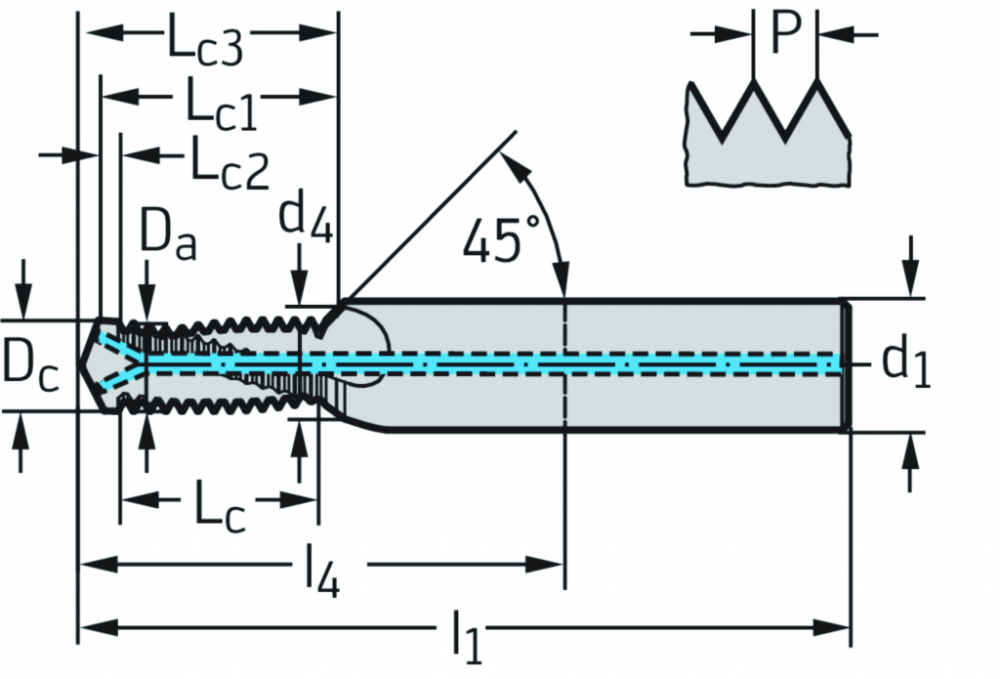
d<sub>1</sub> Connection diameter:
d<sub>4</sub> Flange diameter:
D<sub>a</sub> Body diameter:
D<sub>c</sub> Body diameter:
DCX Cutting diameter maximum:
DCX_INCH Cutting diameter maximum:
DC_INCH Cutting diameter:
Designation Tool designation:
F21 Peripheral effective cutting edge count:
F22 Face effective cutting edge count:
H11 Standard designation of the grade, main applic:
H21 Coolant entry style code:
H22 Coolant exit style code:
H3 Grade manufacturer's designation:
J11 Standard letter to the standard number:
J6 Connection code machine side:
KAPR Tool cutting edge angle:
KEYWORD:
Solid Cutting Tool|Threading|TMD|Drill thread milling cutters|1H5075011
l<sub>1</sub> Overall length:
l<sub>4</sub> Maximum length:
L<sub>c1</sub> Shank diameter length:
L<sub>c2</sub> Shank diameter length:
L<sub>c3</sub> Usable length:
L<sub>c</sub> Cutting depth maximum:
LF_INCH Functional length:
LPR_INCH Protruding length:
NSM Standard number of properties layout:
REFERENCE_FEATURE_GROUP_DESCRIPTION_Walter:
Solid carbide drill thread milling cutters • TMD • M • NHC • ≤2xD • DIN 6535 HA shank • coolant exit style code: axial inclined exit
REFERENCE_FEATURE_GROUP_ID_ECLASS_10:
REFERENCE_FEATURE_GROUP_ID_ECLASS_10_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_11:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_5_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_2:
REFERENCE_FEATURE_GROUP_ID_ECLASS_7:
REFERENCE_FEATURE_GROUP_ID_ECLASS_8:
REFERENCE_FEATURE_GROUP_ID_ECLASS_9:
REFERENCE_FEATURE_GROUP_ID_GTC:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_19:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_20:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_5:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_6:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_7:
REFERENCE_FEATURE_GROUP_ID_Walter:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_11:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_5_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_2:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_7:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_8:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_9:
REFERENCE_FEATURE_SYSTEM_NAME_GTC:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_19:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_20:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_5:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_6:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_7:
REFERENCE_FEATURE_SYSTEM_NAME_Walter:
UDX.BULLETTEXT_1:
Drill thread milling cutters
UDX.BULLETTEXT_2:
Drilling, countersinking and thread milling in one operation
UDX.CATFAM_DESCR:
Solid carbide drill thread milling cutters
UDX.DESCR_APPLICATION:
Blind-hole and through-hole threads;Cutting edge length and countersink step tailored to a thread depth of ≤ 2 × DN;ISO N: Cast aluminium from an Si content of 7%; short-chipping Mg and Cu alloys;ISO K: Short-chipping materials, such as grey
UDX.DESCR_BENEFITS:
Increase in productivity thanks to reduced process times;Reduces the number of spaces in the tool cartridge;Precise positioning of core hole and thread
UDX.DESCR_TOOL:
TiAlN coating;Shank in accordance with DIN 6535 HA;Drill thread milling cutter;Drilling, countersinking and thread milling in one operation;Three teeth;NHC coating
UDX.PACKAGING_HEIGHT_UNIT:
UDX.PACKAGING_LENGTH_UNIT:
UDX.PACKAGING_MATERIAL_WEIGHT:
UDX.PACKAGING_MATERIAL_WEIGHT_UNIT:
UDX.PACKAGING_VOLUME_UNIT:
UDX.PACKAGING_WIDTH_UNIT:
UDX.WORKING_CONDITION_ISO_H:
UDX.WORKING_CONDITION_ISO_K:
UDX.WORKING_CONDITION_ISO_M:
UDX.WORKING_CONDITION_ISO_N:
UDX.WORKING_CONDITION_ISO_O:
UDX.WORKING_CONDITION_ISO_P:
UDX.WORKING_CONDITION_ISO_S:
ZEFP Peripheral effective cutting edge count:
Other Details
Drill thread milling cutters
Drill thread milling cutters|Drilling, countersinking and thread milling in one operation
Drilling, countersinking and thread milling in one operation